联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
减速机的安装:
1、在基础上安装减速机时,应校准减速机的安装中心线标高,水平度及其相连部分的相关尺寸。校准装动轴的同心度不应超过联轴器所允许的范围。
2、在减速机的输出轴上加装联轴器、皮带轮、链轮等联结件时不允许采用直接捶击方法,因该减速机的输出轴结构不能承受轴向的捶击力,可用轴端螺孔旋入螺钉压入联结件。
3、减速机校准时,可用钢制垫块或铸铁垫块进行,垫块在高度方面不超过三块,也可用契铁进行,但减速机校准后应换入平垫块。
4、输出轴及输入轴的轴径选用GB1568-79配合。
5、水泥浆的灌溉应密实,不可有气泡、空隙和其他缺陷。
6、垫块的配置应避免引起机体变形,应按基础螺栓两边对称排列,其相互距离能足够使水浆在灌溉时自由流通。
7、减速机上的吊环螺钉只限起吊减速机用。
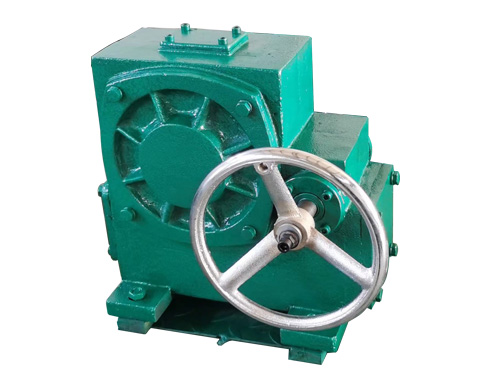
结构紧凑体积小由于采用了行星传动原理,输入轴输出轴在同一轴心线上,使其机型获得尽可能小的尺寸。
使用、寿命不错因主要零件采用轴承钢材料,经淬火处理(HRC58~62)获得,并且,部分传动接触采用了滚动摩擦,所以实用寿命不错。因主要零件是采用轴承钢淬火处理(HRC58-62),再精磨而成,且摆线齿与针齿套啮合传递至针齿形成滚动磨擦付,磨擦系数小,使啮合区无相对滑动,磨损小,所以经久不怕用。
比和速率不错单级传动,就能达到1:87的减速比,速率在90%以上,如果采用多级传动,减速比愈大。减速机一层传动减速比为9~87,双级传动减速比为121~5133,多级组合可达数万,且针齿啮合系套式滚动摩擦,啮合表面无相对滑动,故一层减速的速率达90%。
减速机具有很高的科技含量,节省空间,经用,承受过载能力高,功率可90KW一上,能耗低,性能优良,振动小嗓音低,节能高,选用优良锻钢材料,钢性铸铁箱体,齿轮表面经过高频热处理,经过细致加工,轴平行度和定位的精度,这全部构成了齿轮传动总成的减速机配置了各种类电,形成了电一体化,全部确定了产品使用质量特性。
减速机在试运转前,应先将机盖上的检查孔盖拧开,检查机壳内部是否有水,铁屑及脏汕等物,同时检查齿轮面上有无锈斑,若有上述情况均应清理干净,使用适合的润滑油,当开动润滑和冷却装a后,才可对减速机进行试运转。
如何保养才能愈使用呢?
除了每日都要进行目视检查,特别是检查减速机的密封性。还需要定期检查减速机的异常噪音以及减速机的油位。以减速机换油为例:当减速机运转200~300小时后,应进行一次换油,在以后的使用中应定期检查油的质量,对于混入杂质或变质的油须及时替换。
一般情况下,对于长期连续工作的减速机,按运行5000小时或每年一次替换新油,长期停用的减速机,在重新运转之前亦应愈换新油。减速机应加入与原来牌号相同的油,不可以与不同牌号的油相混用,牌号相同而粘度不同的油允许混合使用;换油时要等待减速机冷却下来无燃烧危险为止,但仍应保持温热,因为全部冷却后,油的粘度增大,放油困难。